




دستگاه ترپنینگ سوراخ عمیق TK2150
I. عملکرد فرآیند اساسی دستگاه
1) این دستگاه را می توان برای ترپنینگ سوراخ های داخلی استفاده کرد.
2) در حین ماشین کاری، قطعه کار می چرخد، ابزار برش تغذیه می شود و مایع برش از طریق میله ترپنینگ وارد ناحیه برش می شود تا منطقه برش را خنک و روان کرده و تراشه های فلزی را از بین ببرد.
3) هنگام ترپنینگ، انتهای عقب میله ترپنینگ برای تامین روغن و انتهای سر فشار روغن برای برش استفاده می شود.
6) دقت ماشینکاری ماشین ابزار:
Trepanning: دقت دیافراگم IT9-10.زبری سطح: Ra6.3
صافی سوراخ های ماشینکاری: کمتر از 0.1/1000 میلی متر
انحراف خروجی سوراخ ماشینکاری: کمتر از 0.5/1000 میلی متر
II.پارامتر فنی اصلی
قطر تراپنینگ……………………………φ200-φ300mm
حداکثرعمق تراپنینگ………………………………………………………………………………………………………………………………………………………………………………………………………………………
قطر بستن قطعه کار………… φ200 ~ φ500 میلی متر
سوراخ دوک ……………………………… φ130mm
مخروطی انتهای جلوی دوک سر استاک…… متریک 140#
محدوده سرعت اسپیندل……………… 3.15 تا 315r/min
سرعت تغذیه………………………… 5 تا 1000 میلی متر در دقیقه، بدون پله
سرعت سفر سریع زین ……… 2000mm/min
موتور اصلی………… ۳۰ کیلووات (موتور سه فاز ناهمزمان)
موتور تغذیه…………………………N=7.5Kw (موتور سروو)
موتور پمپ هیدرولیک………………… N=2.2kW,n=1440r/min
موتور پمپ خنک کننده…N=7.5 کیلو وات (2 مجموعه پمپ گریز از مرکز تعبیه شده)
فشار نامی سیستم خنک کننده………۰.۵ مگا پاسکال
جریان مایع خنک کننده……………………………………………………………………………………………… 300600 لیتر در دقیقه
اندازه کلی دستگاه…………1700mmⅹ1600mmⅹ1800mm
III.عملکرد و ویژگی های دستگاه:
دستگاه ترپنینگ CNC TK2150 یک ماشین ابزار تخصصی برای پردازش قطعات سوراخ عمیق استوانه ای است.
در طی فرآیند ترپنینگ، خنک کننده از انتهای عقب میله ترپنینگ تامین می شود و انتهای سر فشار روغن به یک فانوس برای برش مجهز شده است.مناسب برای تولید انبوه و همچنین می تواند برای تولید تک تکه و دسته ای کوچک استفاده شود.
IV.ساختار اصلی دستگاه
1) ماشین ابزار از اجزای اصلی مانند تخت، هدستاک، زین، سیستم تغذیه زین، استراحت ثابت، لرزشگیر ثابت میله ترپنینگ، سیستم خنک کننده، سیستم الکتریکی، دستگاه براده برداری فلز و غیره تشکیل شده است.
2) بستر، زین، زین، جعبه، سر فشار روغن، ساپورت و سایر اجزاء همگی از قالب چدنی و رزینی با استحکام بالا ساخته شده اند که از استحکام، استحکام و دقت خوب دستگاه ابزار اطمینان می دهد.این تخت از خاموش کردن فوق العاده صوتی پیشرفته بین المللی با عمق خاموش کردن 3-5 میلی متر و HRC48-52 استفاده می کند که مقاومت در برابر سایش بالایی دارد.
(1) تخت
بستر ماشین ابزار از ترکیب سه تکه بدنه تخت تشکیل شده است.بدنه تخت سازه ای با سه ضلع بسته و صفحات شیبدار دنده ای است و از چدن مرغوب HT300 با استحکام مناسب ساخته شده است.عرض ریل راهنمای تخت 800 میلی متر است که یک راه صاف و V-guide با ظرفیت باربری بالا و دقت هدایت خوب است.راهنما تحت درمان کوئنچینگ قرار گرفته است و مقاومت سایش بالایی دارد.در شیار راهنمای بستر، یک پیچ توپ تغذیه نصب شده است که توسط براکت ها در دو انتها پشتیبانی می شود و توسط دو قاب در وسط کمک می شود.قاب کشش می تواند در امتداد مسیر راهنما در پایین شیار حرکت کند و حرکت و توقف آن توسط صفحه کششی و غلتک های روی زین کنترل می شود.یک شیار T شکل در دیواره جلویی تخت وجود دارد که مجهز به یک نشیمنگاه ارتعاش با فاصله ثابت ثابت از میله حفاری و یک نشیمنگاه با فاصله ثابت از زین برای کنترل موقعیت لرزش ثابت میله و زین است.دیوار جلویی تخت مجهز به قفسههایی است که با چرخ دندههای دستگاه دستی برای جابجایی تکیهگاه ثابت، تکیهگاه و لرزشگیر بهصورت ثابت میله حفاری مشبک شده است.
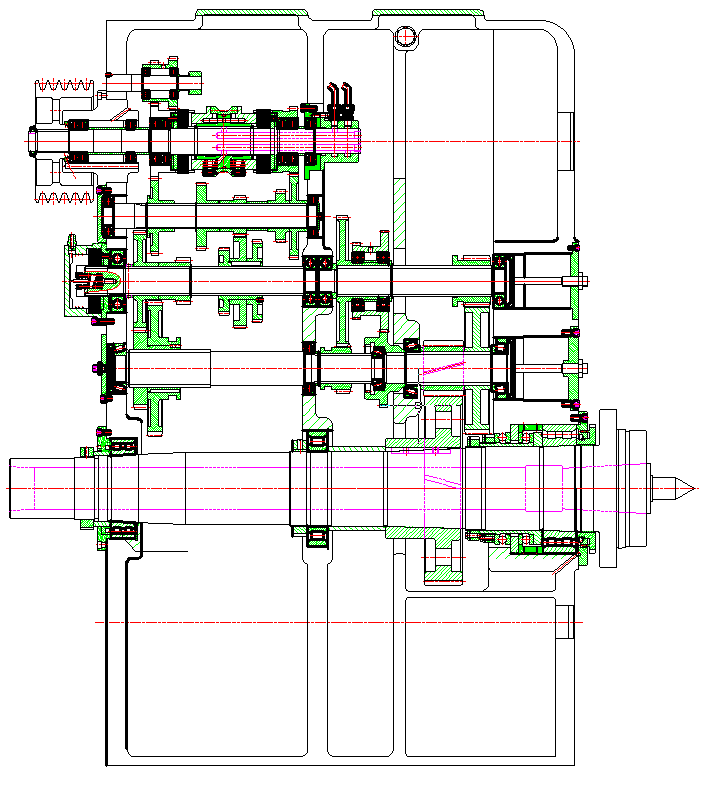
(2) هدستاک:
در انتهای سمت چپ تخت ثابت شده است، سوراخ دوک 130 میلی متر است.هد استوک توسط یک موتور 30 کیلووات هدایت می شود و سرعت اسپیندل 3.15-315r/min از طریق کاهش دنده چند مرحله ای و تعویض دستی دنده بالا و پایین است.یک چاک چهار فک را در انتهای دوک سر استوک نصب کنید تا قطعه کار را ببندید.
سر استوک مجهز به یک سیستم روانکاری مستقل است تا روانکاری قوی برای یاتاقان ها و جفت دنده های مختلف ارائه دهد.
(3)زین و سر سفر
سر سفری روی زین ثابت می شود و در حین تغذیه، هد مسافرتی (که در پشت تخت ثابت است) پیچ را به چرخش در می آورد و باعث می شود مهره ثابت شده با زین به صورت محوری حرکت کند و زین را به سمت تغذیه سوق دهد.هنگامی که زین به سرعت حرکت می کند، موتور سریع پشت زین، کاهنده سرعت را به چرخش در می آورد و زین را به حرکت سریع سوق می دهد.
سر سفری روی زین ثابت می شود.وظیفه اصلی بستن میله ترپنینگ و راندن آن به جلو و عقب از طریق زین است.
(4)جعبه خوراک
جعبه تغذیه در انتهای تخت نصب می شود و توسط یک سروو موتور AC هدایت می شود.محور خروجی می تواند به تنظیم سرعت بدون پله 0.5-100r/min دست یابد.روغن کاری داخل جعبه توسط پمپ پیستونی بادامک تامین می شود.در محل اتصال شفت خروجی و پیچ یک کلاچ ایمنی وجود دارد و نیروی درگیری توسط فنرها قابل تنظیم است.هنگام بارگذاری بیش از حد، کلاچ جدا می شود و یک میکروسوئیچ برای ارسال سیگنالی برای توقف زین فعال می شود (چراغ نشانگر خطا نمایش داده می شود)
(5)استراحت ثابت و جک قطعه کار
استراحت ثابت از سه غلتک مجهز به بلبرینگ نورد به عنوان تکیه گاه قطعه کار استفاده می کند.دو غلتک پایینی روی براکت قرار می گیرند و براکت در مسیر راهنما حرکت می کند تا قطعه کار را پشتیبانی کند.براکت های جلو و عقب را می توان از طریق بال اسکرو حرکت داد، در حالی که غلتک بالایی روی میله راهنما نصب شده است که در امتداد سوراخ راهنما حرکت می کند.پس از اتمام تکیه گاه، میله راهنما باید با پیچ ثابت شود.
جک مجهز به دو غلتک با رولبرینگ به عنوان سطح کار است.غلتک ها روی جک قرار می گیرند و جک در مسیر راهنما حرکت می کند تا قطعه کار را پشتیبانی کند.جک های جلو و عقب را می توان به طور همزمان از طریق پیچ های سربی مثبت و منفی حرکت داد و هم ترازی دو غلتک را می توان از طریق آستین تنظیم جلو تنظیم کرد.پس از پشتیبانی، جک ها و میله راهنما باید با پیچ ثابت شوند.
(6)لرزشگیر ثابت روی میله ترپنینگ:
لرزش گیر ثابت به عنوان تکیه گاه کمکی برای میله ترپنینگ استفاده می شود.برای میله های باریک ترپنینگ، لازم است تعداد ثابت ها را به طور مناسب افزایش دهید.حرکت آن در امتداد مسیر راهنمای تخت توسط یک کالسکه هدایت می شود یا می تواند توسط یک دستگاه دستی نیز هدایت شود.این ماشین ابزار مجهز به مجموعه ای از لرزشگیرهای ثابت میله تراپنینگ می باشد.
(7)سیستم خنک کننده:
سیستم خنک کننده در پشت ماشین ابزار قرار دارد که عمدتاً شامل مخزن روغن، ایستگاه پمپاژ، خط لوله نفت، چرخ دستی ذخیره سازی تراشه و شیار برگشت روغن است.وظیفه خنک کننده خنک کننده و حذف تراشه های فلزی است.